对于设备,其管理的两个维度是设备绩效和设备维保。其中,设备绩效是找到设备创造增值生产的改进空间,设备维保是为设备更长期处于增值生产创造条件。(本文为MES系列文章的「设备管理」主题第二篇)
作者:MPDV中国曹海勇博士原创。曹海勇,同济大学工学博士,中国首批中德合作培养研究生。毕业后加入西门子德国,参与西门子德国安倍格工厂MES项目,2011年协助MPDV总部进入中国市场。深耕MES领域20余年,有着丰富的行业经验,拜访全球超过900家不同行业的制造企业,非常熟悉不同企业的最佳生产管理实践。
由设备管理需求规范可以确定MES设备管理的功能模型,如图3所示。原则上从两个维度和三方向来规划设备管理的功能。对于设备,其管理的两个维度是设备绩效和设备维保。其中,设备绩效是找到设备创造增值生产的改进空间,设备维保是为设备更长期处于增值生产创造条件。

三个方向是按照数据模型、数据采集和处理、数据应用三个层面来规划详细功能。在后续章节中,我们分别从设备绩效和设备维保两个维度,按上述三个层次描述MES设备管理的详细功能设计和系统实现。
整个设备绩效管理是围绕设备整机效率(OEE)展开。因此,先要对OEE有明确的认识,才能清楚如何对设备进行建模、如何采集和处理数据以及需要何种管理视图。
毋庸置疑,任何设备不可能达到100%的运行效率,因为总是存在工厂放假以及在生产中的各种损耗,即时间损失、效率损失和质量损失,如图4所示。设备绩效管理的目标是找到改进空间,即减少损失,把设备时间用在增值生产上。这就需要我们在实际生产中记录反映实际损失的相关数据。
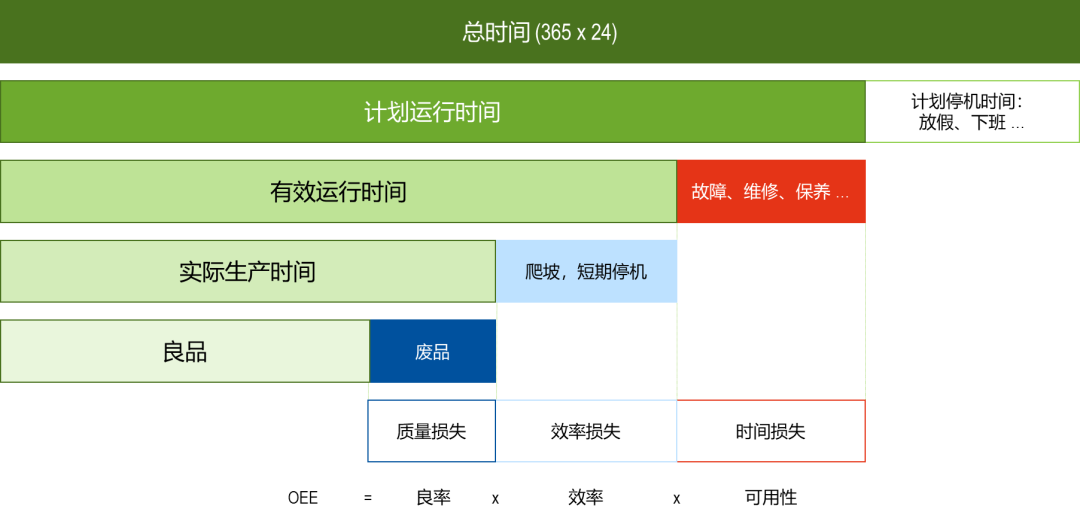
设备的计划运行时间来自于设备的班次模式,“生产日历“模块描述设备的计划作息时间。关于“生产日历”的功能设计和实现,请参阅前文“MES工单管理功能设计和实现”中关于“工厂建模”中的详细描述,其功能完全相同,此处不再赘述。
设备有效运行时间是去除非计划停机时间,这就需要在使用设备时正确掌握设备的不同状态持续时间。使用“状态”模块定义各种设备状态。为做进一步改进,需要将非计划停机分类,以便弄清是属于技术类停机还是管理不当造成的停机。因此,采用“资源绩效账户(RPA)”模块过账不同的设备状态。
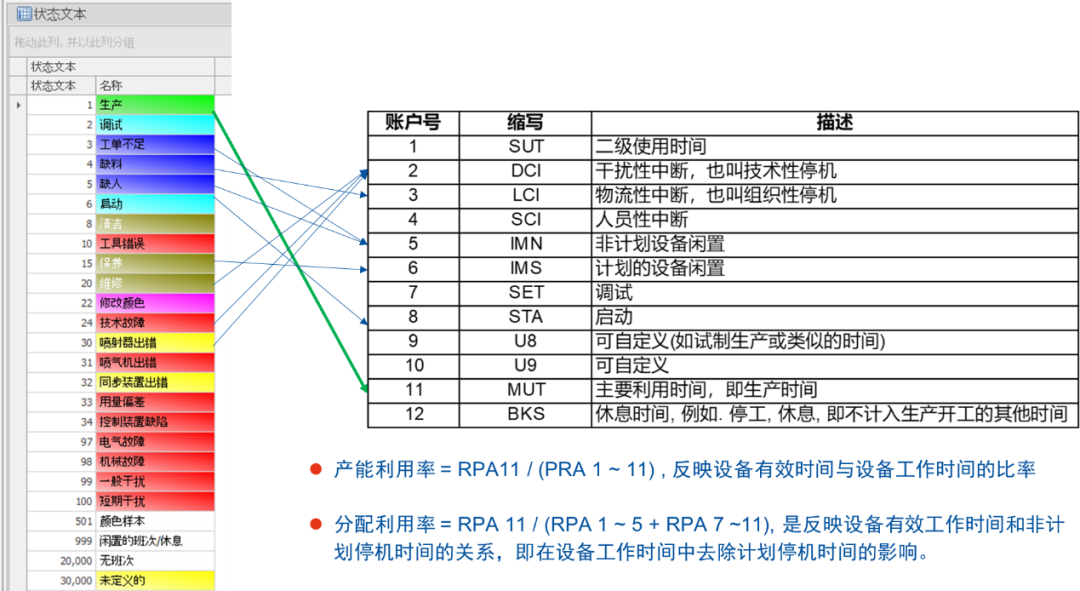
在分配RPA时的一个原则,就是只有一种状态可以分配给RPA11账户。比如,当注塑机开、合模的状态可以定义为“生产”状态,并过账到RPA11中,而状态“电气故障”和“控制装置故障”都归结为RPA2。
在实际应用中,客户没必要在一开始就定义太多的设备状态。一方面,大部分状态是无法自动采集,需要工人分配。状态越多,操作越多。另一方方面,如果客户没有较好的措施去管理,另一方面
尽管采集不良品数量就可以确定质量损失,在设备建模时,可以进一步建立不良原因,以便从设备维度分析不良分布,为质量改进提供依据。

以图6为例,配置了一个“尺寸偏差”的原因,并且在工作场地选项中分配给“SYSTEM”,这表明这个不良原因适用于所有设备。如果这是某台设备特有的不良原因,则需要在这个选项中指定设备名称。其次,这个不良原因的类型是“次品”,则当工人报工时选择此类不良,系统自动将数量归结为次品数量。在类型选项中还可以定义为“返工”,则报工时归结为返工数量;若定义为“批次”,则系统在工人报工后将此不良原因做为关联批次的质量状态。
在使用设备的生产工序中,需要定义相关属性,以确保设备按规则使用。如图7所示“设备生产控制”模型,描述了与设备使用相关的工序、工人、物料和设备通信相关的属性。
图7中的例子说明该设备可以同时加工2个工序,比如在注塑加工汽车后视镜时,可以使用一套模具同时生产左、右后视镜。班次结束时,自动注销已登录的工人。在排产时,需要考虑设备的可用性和工人数量。工人在操作设备时需要验证工人资质。该设备生产时,不受批次管理约束,消耗和产出物料自动平衡物料缓存区。当物料消耗或产出达到一定程度时,将出发物料运输工单。
此外,采集设备的周期信号做为设备“生产”状态和产出数量。如果周期信号延期120%,自动切换到“停机”状态。
在调试生产时,设置设备为“锁定”,此时产出的数量作为次品过账。当产出达到目标数量时,系统不会自动结束工序,需要工人确定。
